HAYNES® HR-235® 合金
主な特徴
HAYNES® HR-235®合金は、メタルダスティングに対して優れた耐性を有しているニッケル-クロム- モリブデン-銅合金です。メタルダスティング条件下において合金の性能に有害な元素である鉄の添加は、有害とならないように抑えています。この合金は、メタルダスティングが普通に起こるような温度下でのクリープ破断に強い合金です。しりこんケイ素とアルミニウムの含有量が少ない HR-235®合金は、溶接凝固割れやひずみ時効割れに対して耐性があります。この合金は、同一組成の溶接ワイヤとしても入手できます。
用途:
- 石油化学プラント
- 合成ガスの製造
- アンモニア、メタノール、LNG、H2の合成
- マイクロチャネル高温反応器
- 高炭素含有ガス
- 鉄鉱石の直接還元
- 炭素繊維の製造
- GTLプラント
- 蒸気-メタン改質プロセス
*この合金に関して技術的なご質問がある場合は、当社の技術支援チームにご連絡ください。
標準組成
| 重量 % | |
| ニッケル:Ni | Balance |
| クロム:Cr | 31 |
| モリブデン:Mo | 5.6 |
| 銅:Cu | 3.8 |
| 鉄:Ir | 1.5 max |
| ニオブ:Nb | 1.0 max |
| アルミニウム:Al | 0.4 max |
| マンガン:Mn | 0.65 max |
| ケイ素:Si | 0.6 max |
| チタン:Ti | 0.5 max |
| 炭素:C | 0.06 max |
メタルダスティング
HAYNES® HR-235® 合金を、雰囲気を制御した熱サイクルリグで競合する材料と一緒に試験しました。反応ガスは H2 + 68%CO + 6%H2O で、炭素活量は反応温度において 2.9 でした。サイクル運転は自動的に制御され、反応温度1256℉(680℃)での運転は45分で、その後に15分の冷却期間が続き、その間に試料は約194℉(90℃)まで急速に冷却されました。試料は、(1時間のサイクル)を1,200サイクル試験され、以下の結果が得られました。金属ナノ粒子を伴ったフィラメント状の炭素堆積物の形成(コーキング)は、表面損傷(孔食)発生の指標です。
| 合金 | コーキングが生じるおおよそのサイクル数 | コーキングの形態 |
| 601 | 48 | 粒界堆積物、ピット |
| 602CA | 48 | 粘着性の炭化物、目に見える金属なし |
| 617 | 48 | 多数の小さなピット、粒界堆積物 |
| 693 | 24 | 多数の小さなピット |
| 696 | 100 | 粒界浸食 |
| HR-235® | 400 | 粒界堆積物、微小ピット |

耐浸炭性
メタルダスティングに対する高い耐性に加えて、HAYNES® HR-235® 合金は、以下のチャートに示すように、低炭素活量で起こり、多くの金属材料に悪影響を及ぼす劣化プロセスである浸炭にも耐えます。試験は1800℉ (982℃)で 、炭素活量が1の Ar – 5%H2 – 2%C3H8の混合ガスを使用して行いました。試験期間は215時間でした。
1800℉ (982ºC)における Ar – 5% H2 – 2% C3H8 中の内部浸炭

The samples for 800HT, X, and 556® alloys experienced through thickness carburization, hence the values for these three materials would have been greater, had the samples been thicker.
耐酸化性
HAYNES® HR-235® 合金は、 以下の図に示すように、良好な耐酸化性も有しています。試験は、空気流 (55.5 cm3/s) 中で1,008時間行い、168時間ごとに室温まで空冷しました。


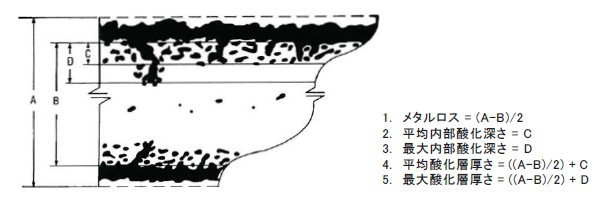
高温腐食損傷の測定
酸化によって引き起こされる材料の損傷の程度(内部および外部)を評価するために、金属組織学的技法を用いて以下の測定が行われます。ここで、Aは試料の元の厚さです。
耐溶接凝固割れ性

物理的特性
| 物理的特性 | 英国単位 | メートル単位 | ||
| 密度 | RT |
0.295 lb/in3 |
RT |
8.16 g/cm3 |
| 溶融範囲 | 2401-2437ºF | 1316-1356ºC | ||
| 電気抵抗 | RT | 48.4 μohm-in | RT | 1.23 μohm-m |
| 200°F | 48.8 μohm-in | 100°C | 1.24 μohm-m | |
| 400°F | 49.2 μohm-in | 200°C | 1.25 μohm-m | |
| 600°F | 49.6 μohm-in | 300°C | 1.26 μohm-m | |
| 800°F | 50.4 μohm-in | 400°C | 1.27 μohm-m | |
| 1000°F | 50.8 μohm-in | 500°C | 1.29 μohm-m | |
| 1200°F | 50.4 μohm-in | 600°C | 1.29 μohm-m | |
| 1400°F | 50.4 μohm-in | 700°C | 1.28 μohm-m | |
| 1600°F | 50.4 μohm-in | 800°C | 1.28 μohm-m | |
| 1800°F | 50.4 μohm-in | 900°C | 1.28 μohm-m | |
| 2000°F | 51.2 μohm-in | 1000°C | 1.28 μohm-m | |
| 熱伝導率 | RT |
70 BTU.in/h.ft2.°F |
RT | 10.0 W/m.°C |
| 200°F |
77 BTU.in/h.ft2.°F |
100°C | 11.0 W/m.°C | |
| 400°F |
89 BTU.in/h.ft2.°F |
200°C | 12.5 W/m.°C | |
| 600°F |
101 BTU.in/h.ft2.°F |
300°C | 14.2 W/m.°C | |
| 800°F |
114 BTU.in/h.ft2.°F |
400°C | 15.8 W/m.°C | |
| 1000°F |
125 BTU.in/h.ft2.°F |
500°C | 17.3 W/m.°C | |
| 1200°F |
137 BTU.in/h.ft2.°F |
600°C | 18.9 W/m.°C | |
| 1400°F |
150 BTU.in/h.ft2.°F |
700°C | 20.6 W/m.°C | |
| 1600°F |
153 BTU.in/h.ft2.°F |
800°C | 21.6 W/m.°C | |
| 1800°F |
164 BTU.in/h.ft2.°F |
900°C | 22.3 W/m.°C | |
| 2000°F |
174 BTU.in/h.ft2.°F |
1000°C | 23.5 W/m.°C | |
| 平均熱膨張係数 | 70-200°F | 6.8 μin/in.°F | 25-100°C | 12.3 μm/m.°C |
| 70-400°F | 7.1 μin/in.°F | 25-200°C | 12.8 μm/m.°C | |
| 70-600°F | 7.4 μin/in.°F | 25-300°C | 13.2 μm/m.°C | |
| 70-800°F | 7.5 μin/in.°F | 25-400°C | 13.5 μm/m.°C | |
| 70-1000°F | 7.7 μin/in.°F | 25-500°C | 13.8 μm/m.°C | |
| 70-1200°F | 8.1 μin/in.°F | 25-600°C | 14.2 μm/m.°C | |
| 70-1400°F | 8.4 μin/in.°F | 25-700°C | 14.7 μm/m.°C | |
| 70-1600°F | 8.7 μin/in.°F | 25-800°C | 15.2 μm/m.°C | |
| 70-1800°F | 9.0 μin/in.°F | 25-900°C | 15.7 μm/m.°C | |
| 70-2000°F | 9.3 μin/in.°F | 25-1000°C | 16.2 μm/m.°C | |
| 熱拡散率 | RT |
0.108 ft2/h |
RT |
0.0279 cm2/s |
| 200°F |
0.116 ft2/h |
100°C |
0.0299 cm2/s |
|
| 400°F |
0.127 ft2/h |
200°C |
0.0328 cm2/s |
|
| 600°F |
0.139 ft2/h |
300°C |
0.0356 cm2/s |
|
| 800°F |
0.151 ft2/h |
400°C |
0.0382 cm2/s |
|
| 1000°F |
0.162 ft2/h |
500°C |
0.0408 cm2/s |
|
| 1200°F |
0.173 ft2/h |
600°C |
0.0434 cm2/s |
|
| 1400°F |
0.183 ft2/h |
700°C |
0.0459 cm2/s |
|
| 1600°F |
0.182 ft2/h |
800°C |
0.0470 cm2/s |
|
| 1800°F |
0.191 ft2/h |
900°C |
0.0475 cm2/s |
|
| 2000°F |
0.200 ft2/h |
1000°C |
0.0495 cm2/s |
|
| 比熱 | RT | 0.105 BTU/lb.°F | RT | 440 J/kg.°C |
| 200°F | 0.109 BTU/lb.°F | 100°C | 456 J/kg.°C | |
| 400°F | 0.114 BTU/lb.°F | 200°C | 477 J/kg.°C | |
| 600°F | 0.119 BTU/lb.°F | 300°C | 494 J/kg.°C | |
| 800°F | 0.124 BTU/lb.°F | 400°C | 511 J/kg.°C | |
| 1000°F | 0.133 BTU/lb.°F | 500°C | 532 J/kg.°C | |
| 1200°F | 0.148 BTU/lb.°F | 600°C | 611 J/kg.°C | |
| 1400°F | 0.146 BTU/lb.°F | 700°C | 620 J/kg.°C | |
| 1600°F | 0.152 BTU/lb.°F | 800°C | 615 J/kg.°C | |
| 1800°F | 0.152 BTU/lb.°F | 900°C | 641 J/kg.°C | |
| 2000°F | 0.153 BTU/lb.°F | 1000°C | 624 J/kg.°C | |
| 動弾性率 | RT |
29.0 x 106psi |
RT | 200 GPa |
| 200°F |
28.5 x 106psi |
100°C | 196 GPa | |
| 400°F |
27.6 x 106psi |
200°C | 191 GPa | |
| 600°F |
26.7 x 106psi |
300°C | 184 GPa | |
| 800°F |
25.9 x 106psi |
400°C | 180 GPa | |
| 1000°F |
25.0 x 106psi |
500°C | 174 GPa | |
| 1200°F |
23.9 x 106psi |
600°C | 168 GPa | |
| 1400°F |
23.0 x 106psi |
700°C | 162 GPa | |
| 1600°F |
21.3 x 106psi |
800°C | 154 GPa | |
| - | - | 900°C | 144 GPa | |
引張特性
HAYNES® HR-235® の溶体化処理した厚板
| 温度 | 0.2% 耐力 | 極限引張強度 | 伸び | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 48.8 | 337 | 106.9 | 737 | 58 |
| 1000 | 538 | 29.5 | 203 | 81.6 | 562 | 63 |
| 1200 | 649 | 28.7 | 198 | 72.7 | 501 | 61 |
| 1400 | 760 | 27.7 | 191 | 56.5 | 389 | 67 |
| 1600 | 871 | 22.4 | 154 | 31.3 | 216 | 72 |
| 1800 | 982 | 11.3 | 78 | 16.4 | 113 | 72 |
クリープおよびストレスラプチャー強度
HR-235® の溶体化処理した厚板*
| 温度 | クリープ | 下記時間で所定のクリープを生じるおおよその初期応: | ||||
| °F | °C | % | 100 h | 1000 h | ||
| ksi | MPa | ksi | MPa | |||
| 1000 | 538 | 1 | 57 | 393 | 45 | 310 |
| Rupture | 81 | 558 | 58 | 400 | ||
| 1100 | 593 | 1 | 40 | 276 | 30 | 207 |
| Rupture | 56 | 386 | 38 | 262 | ||
| 1200 | 649 | 1 | 27 | 186 | 19 | 131 |
| Rupture | 38 | 262 | 24 | 165 | ||
| 1300 | 704 | 1 | 17 | 117 | 11 | 76 |
| Rupture | 25 | 172 | 15 | 103 | ||
| 1400 | 760 | 1 | 10 | 69 | 6 | 41 |
| Rupture | 16 | 110 | 9 | 62 | ||
| 1500 | 816 | 1 | 6 | 41 | 4 | 28 |
| Rupture | 10 | 69 | 6 | 41 | ||
| 1600 | 871 | 1 | 4 | 28 | 2 | 14 |
| Rupture | 6 | 41 | 4 | 28 | ||
| 1700 | 927 | 1 | 2 | 14 | 1 | 7 |
| Rupture | 4 | 28 | 2 | 14 | ||
硬度および結晶粒サイズ
HAYNES® HR-235® 合金
| 形態 | 溶体化処理後の室温硬度 | 代表的なASTM結晶粒サイズ |
| 薄板(シート) | 87 HRB | 2 - 4 |
| 厚板(プレート) | 85 HRB | 2 - 4 |
HRB = Hardness Rockwell “B”
熱処理
HAYNES® HR-235® 鍛造合金は、特に指定がない限り、溶体化処理した状態で提供されます。 この合金は、通常、2100〜2150℉(1149〜1177℃)に厚さに見合った時間保持して溶体化処理 され、特性を最適化するために急冷または水冷されます。
溶接
HAYNES® HR-235®合金は、ガスタングステンアーク溶接(GTAW)およびガスメタルアーク溶接 (GMAW)溶接により容易に溶接できます。薄板の溶接および厚板のルートパス溶接には、 GTAWを推奨します。厚板の溶接には、GMAWが好ましいです。GMAWに対しては、パルススプ レー移行モード(GMAW-P)を強く推奨します。GMAW-P移行モードは、従来のスプレー移行より も著しく低い平均電流レベルでの安定した低スパッタスプレー移行です。その結果、Ni基合金 の材料特性を維持するために重要な溶接入熱が、低〜中程度になります。サブマージアーク 溶接(SAW)は、このプロセスが母材への高い入熱および溶接部のゆっくりとした冷却を特徴と しているので推奨できません。HR-235®合金の溶接特性は、高溶接性の”C-タイプ”合金に匹 敵し、同じ一般的な溶接ガイドラインが適用されます。他の耐メタルダスティング性Ni基合金と 比較して、HR-235®合金は優れた溶接性を示します。溶接の詳細については、HR-235®合金に 適用可能な一般的な溶接ガイドラインが記載されている ”溶接および加工”パンフレットを参照 してください。
熱処理
特に指定のない限り、鍛造形態のHR-235®合金は、溶体化処理した状態で提供されており、こ の状態で溶接する必要があります。 冷間加工された材料の溶接は、第二相の析出を促進し、 残留応力を生じるため、極力避けてください。そのような場合は、特定の要求に応じて 2100〜 2150℉(1149〜1177℃)の範囲で完全溶体化処理を行い、引き続いて急速空冷または水冷する ことを推奨します。溶接する前に厚肉部品や冷間加工された構造物をアニールする場合は、水 冷することをお勧めします。
母材の準備
接合面および隣接する領域は、溶接する前に完全にクリーンにする必要があります。 グリー ス、オイル、クレヨンの痕、硫黄化合物、その他の異物はすべて取り除かなければなりません。 接合部が、銅または銅含有材料と接触することは避けてください。溶接時に合金が溶体化され た状態にあることが好ましいですが、必須ではありません。
溶加金属の選定
GTAW および GMAWに対しては、 HR-235® の裸溶接ワイヤをお勧めします。HR-235®合金と 異種金属の溶接については、推奨できる溶加金属を Haynes International にご相談ください。
予熱、中間パス温度、および溶接後の熱処理
予熱する必要はなく、通常は室温として指定されています。溶接する母材の温度が32℉(0℃)以上である場合は、予熱しないでください。溶接の熱で影響を受ける領域における第二相の析出を最小限に抑えるため、HR-235®合金に対しては、最大中間パス温度は 200℉ (93℃) を推奨します。汚染物質を巻き込むことがないのであれば、必要に応じて、溶接パス間に補助冷却手段を使用してもかまいません。HR-235®合金に対しては、溶接後の熱処理は通常必要なく、推奨もしていません。応力除去のような他の理由のために、溶接加工物の熱処理が必要とされるかもしれません。
溶接金属の引張特性
横方向の引張 – GTAW 溶接した薄板
| 温度 | 0.2% 耐力 | 極限引張強度 | 伸び | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 88.1 | 607 | 105.3 | 726 | 30 |
| 200 | 93 | 43.6 | 300 | 94.0 | 648 | 43 |
| 400 | 204 | 43.1 | 297 | 99.5 | 686 | 42 |
| 600 | 316 | 38.8 | 268 | 82.6 | 570 | 26 |
| 800 | 427 | 35.3 | 243 | 76.5 | 527 | 27 |
| 1000 | 538 | 37.6 | 259 | 86.1 | 594 | 38 |
| 1200 | 649 | 32.8 | 226 | 65.1 | 449 | 25 |
| 1400 | 760 | 28.2 | 194 | 54.3 | 374 | 22 |
| 1600 | 871 | 22.1 | 152 | 29.6 | 204 | 31 |
| 1800 | 982 | 11.0 | 76 | 15.9 | 110 | 34 |
| 2000 | 1093 | 5.3 | 37 | 7.7 | 53 | 37 |
横方向の引張 – GTAW 溶接した厚板
| 温度 | 0.2% 耐力 | 極限引張強度 | 伸び | |||
| °F | °C | ksi | MPa | ksi | MPa | % |
| RT | RT | 65.3 | 450 | 112.3 | 774 | 51 |
| 200 | 93 | 56.2 | 387 | 89.8 | 619 | 19 |
| 400 | 204 | 48.2 | 332 | 96.4 | 665 | 41 |
| 600 | 316 | 45.6 | 314 | 90.0 | 621 | 40 |
| 800 | 427 | 42.3 | 292 | 89.1 | 614 | 44 |
| 1000 | 538 | 44.1 | 304 | 74.2 | 512 | 23 |
| 1200 | 649 | 38.1 | 263 | 73.5 | 507 | 30 |
| 1400 | 760 | 37.1 | 256 | 60.8 | 419 | 13 |
| 1600 | 871 | 23.9 | 165 | 33.1 | 228 | 25 |
| 1800 | 982 | 12.3 | 85 | 17.9 | 123 | 17 |
| 2000 | 1093 | 7.2 | 50 | 9.8 | 68 | 19 |
AWM (全溶接金属) の引張特性 – GTAW
| 温度 | 0.2% 耐力 | 極限引張強度 | 伸び | 絞り | |||
| °F | °C | ksi | MPa | ksi | MPa | % | % |
| RT | RT | 80.0 | 552 | 115.3 | 795 | 26 | 30 |
| 200 | 93 | 69.2 | 477 | 101.2 | 698 | 31 | 32 |
| 400 | 204 | 66.7 | 460 | 98.3 | 678 | 27 | 27 |
| 600 | 316 | 67.0 | 462 | 94.4 | 651 | 26 | 35 |
| 800 | 427 | 63.0 | 434 | 89.9 | 620 | 30 | 30 |
| 1000 | 538 | 58.9 | 406 | 82.5 | 569 | 29 | 37 |
| 1200 | 649 | 52.0 | 359 | 71.6 | 494 | 22 | 31 |
| 1400 | 760 | 48.3 | 333 | 64.8 | 447 | 16 | 24 |
| 1600 | 871 | 26.3 | 181 | 36.3 | 250 | 21 | 23 |
| 1800 | 982 | 15.3 | 105 | 20.7 | 143 | 15 | 10 |
| 2000 | 1093 | 9.1 | 63 | 12.0 | 83 | 20 | 15 |
適合規格および基準
規格
| HAYNES® HR-235® 合金 (N06235) | |
| 薄板、厚板および帯板 | ASTM B168* |
| ビレット、ロッドおよび棒 | ASTM B166 |
| 被覆アーク溶接棒 | - |
| 裸溶接棒およびワイヤ | - |
| 継ぎ目なしパイプおよびチューブ | ASTM B167 |
| 溶接パイプおよびチューブ | ASTM B619ASTM B626 |
| 継手類 | - |
| 鍛造材 | - |
| DIN | - |
| TÜV | - |
| その他 | - |
コード
| HR-235® 合金 (N06235) | |||
| ASME | Section l | - | |
| Section lll | Class 1 | - | |
| Class 2 | - | ||
| Class 3 | - | ||
| Section Vlll | Div. 1 |
1600°F (870°C)1 |
|
| Div. 2 | - | ||
| Section Xll | - | ||
| B16.5 | - | ||
| B16.34 | - | ||
| B31.1 | - | ||
| B31.1 | - | ||
| VdTÜV (doc #) | - | ||
1ASME コード事例 3058: プレート(厚板), シート(薄板), 帯板, 棒, ロッド, 継手類, 継ぎ目なしパイプ/チューブ, 溶接パイプ/チューブ